- Home
-
器具と設備



































































-
革新的なソリューション
織物生産プロセスでは,色の一致性は複雑で,様々な要因によって影響を受けやすく,色のテストと管理は製品の品質と一致性を確保するための核心です.

自動車製造および自動車部品製造において,色の一致性と精度は車両の外観,ブランドイメージ,顧客満足に直接影響を与えるため,重要です.

プラスチック産業では,色測定は,主に製品の一致性を確保し,ブランドイメージを維持し,品質管理を強化し,顧客満足度を高めるために重要です.

コーティングにおける色管理は,製品の品質と市場での競争力を維持するための鍵です.

建材ソリューションの正確な色を確保する;建物および装飾材料産業における色管理は,製品の美学的魅力,一致性,市場競争力を確保するために非常に重要です.

医療材料の色管理は,製品の機能性と安全性を確保するための鍵です.

化妆品業界では,色テストは製品品質とブランドイメージを確保するための鍵であり,製品開発と市場パフォーマンスにとって重要です.3nhは化妆品色測定におけるサービスを提供します.中国の色管理,測定,制御のリーダーは,化妆品分光計,密度計,色計,色測定ソフトウェアを提供しています.

色テストは,製品や食品産業において重要な役割を果たしています.色は製品の外観や魅力に影響を与えるだけでなく,品質と新鮮さを反映するためです.

包装,印刷,紙製品業界における管理の重要性は,いくつかの重要な分野に反映されています.3nhは印刷色測定のサービスを提供し、3nhは色管理、測定、制御の中国のリーダーであり、印刷分光光度計、密度計、色度計、および色測定ソフトウェアを提供しています。

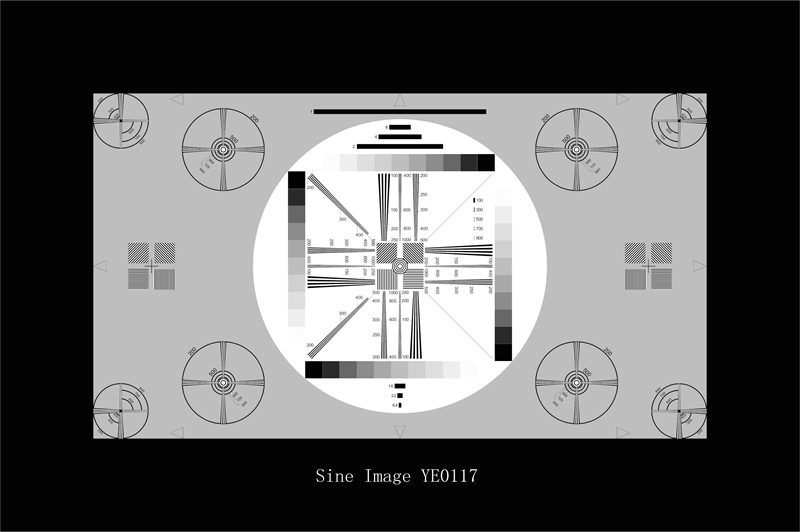
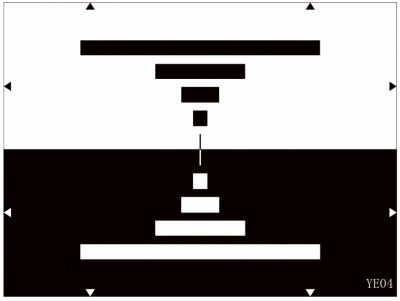
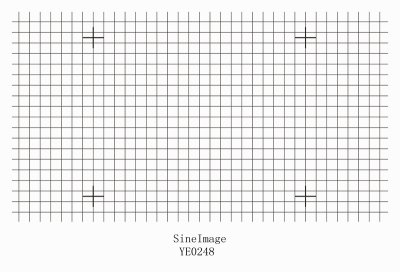
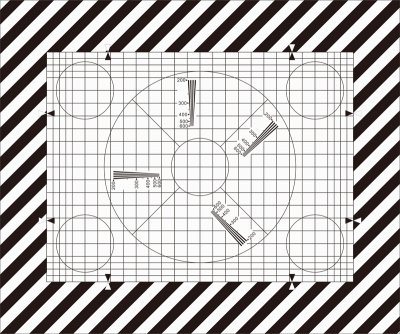
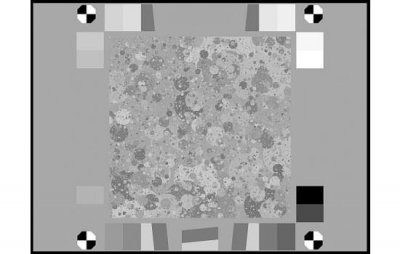
イメージング テスト ラボ ソリューション,サインイメージのカスタマイズされたイメージング テスト ラボは,広角テスト ライト ボックス,固定色温テスト ライト ボックス 7 セット,様々なテスト チャート (スキン トーン テスト チャート,解像度 テスト チャート,歪み テスト チャート,リアル シーン 主観 テスト チャート,など),チャート ホルダー,そのテストソリューションと製品は,セキュリティモニタリング,自動車画像,写真,医療画像,テレビとコンピュータ,携帯電話,画質検査のためのドローンなどの産業で広く使用されています.

-
Service&Support
外観と色の測定儀器に関するよくある質問,このページでは,私たちの測定儀器機器の大半に関連するいくつかのよくある質問とヒントを見つけることができます.Threenhの製品について質問はありますか?

カタログ,パンフレット,フライヤー,証明書,技術情報など;色分光光計,光度計,色評価キャビネット製品のよい理解を達成するために,Threenh Technologyは研究開発,生産,販売,技術サービスに専門の精密儀器会社です.
IQstestは3nhのSINE IMAGE会社によって開発されたイメージテストソフトウェアです。イメージ検査の多くの年の経験を持っています。解像度チャート、総合チャート、ダイナミックレンジチャート、灰色ステップチャート、イメージイジ検査チャート、カラーチェッカー、ホワイト、バランスチャート、Fovチャート、カスタムチャートをサポートします。

PeColor 色の一致するソフトウェア、全体的な色の解決に焦点を当て、分光度計+PeColorは、色の一致をそう簡単にします!

Threenhは品質の売り上げ後のサービスを提供します。トラブルシューティング、修理、またはメンテナンス契約が必要ですか?チームに連絡してください!3NHの保証条件;広東スリーンテクノロジー株式会社(以下「3NH」といいます)は、本保証ポリシー(以下「3NH」といいます)の条件に従って3NH(以下「製品」といいます)によって製造された製品を購入した顧客(以下「顧客」といいます)に限定された保証サービスを提供します。

3nh は色の品質管理ソフトウェアソリューションの様々な提供します。以下はいくつかの一般的なソフトウェアプログラムおよびそれらの関連する情報です: ここは3nhの品質管理ソフトウェアの紹介です

あなたのユニークなビジネスにカスタマイズされた手頃な価格の高性能のコロロメーターとスペクトロフォトメーターデバイスをあなたのチームに装備してください.顧客の要求に従って、顧客がブランドの競争優位性を高めるのを助ける個人化されたODM設計およびサービスを提供します。今すぐ楽器を自由にカスタマイズしてください!

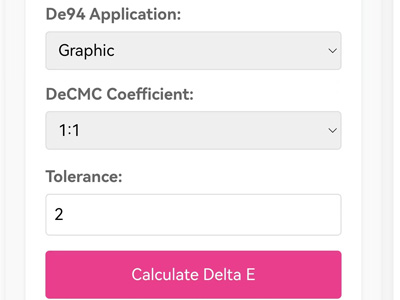
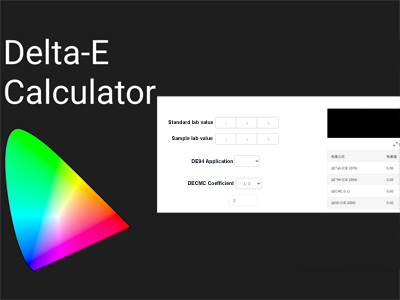
標準色とサンプル色のCIEラボ値の変換を含みます.このツールでは,これらの値を入力した後,CIEDE2000式に (CIE 2000) 数を追加することによって正しい色差を見つけることができます.
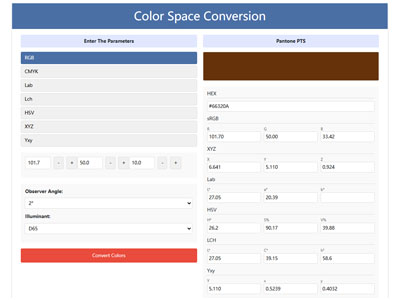
カラーコンバータ、RGB CMYK HEX Lab Lch HSV XYZ ワンクリック変換、プロフェッショナルカラースペースツール、簡単にRGB CMYK HEX Lab Lch HSV XYZをPantone(PMS)に変換 - 私たちのツールを試してください、私たちのコンバータでシンプルな正確な変換カラースペース
-
Resources
3NH会社ニュースセンター,ニュースとイベント,エキサイティングな開発,当社のニュースセンターは,会社内の最新の出来事と開発のダイナミックなハブとして機能しています.ここでは,イノベーションと卓越性を継続的に追求するための独占的な洞察を得ることができます.カラーマネジメントリーダー3NH 最新ニュース
カラーマネジメントのリーダーからの最新製品ニュース、Threenhからの最新ニュースを最新にご覧ください!最新のイノベーション,採用発表,新製品,プレスリリースなどをご覧ください.
最新の技術ニュースと測定製品を発見してください。あなたのビジネスのための革新的な技術ソリューションや測定器具を今すぐ購入してください!何を測定したいかに関わらず、私たちは適切な色測定ツールを見つけるために基礎を作りました。
3つの技術で基本的な色の知識を取得します。ビジネスのニーズに対応するスマートなソリューションを探索します。今日もお問い合わせください!ここでは、世界中のカラーテクノロジーやスタートアップイベントを見つけることができます。
3NH業界ニュースセンター,ニュースとイベント,エキサイティングな開発,私たちのニュースセンターは,私たちが繁栄している業界内の最新の出来事と開発のダイナミックなハブとして機能します.ここでは,イノベーションと卓越性を継続的に追求するための独占的な洞察を得ることができます.色テストと精密な品質管理の不明なアプリケーションの理解を向上させる
-
Threenhについて
私たちの最先端の製造施設を通じて仮想的な旅に出発します。生産ラインの精度と効率を目撃して,高品質の機器やその他の先進的な製品を実現します.

さまざまな市場にソリューションを提供し,顧客に測定機器製品とODMサービスの完全な範囲を提供します.厳密な材料調達から精密な組み立てや厳格な品質検査まで,すべてのステップは効率性,一致性,国際基準の遵守を確保するために慎重に組織されています.

アカウント名: 広東ThreeNHテクノロジー株式会社

色測定装置 製品リスト,色計の幅広い範囲,3NH色測定装置は,産業間の正確な色検出,分析,品質管理のために設計された一連の高性能ツールです.高度な光学センサーとインテリジェントなデータ処理技術を備えています



-
お問い合わせ
3NHは,自動車,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH,3NH技術的に有力、コミットメント、成長指向のパートナーを探しています。